-
 +86-576-82686004
+86-576-82686004
-
 allen@badavalve.com / daisy@badavalve.com
allen@badavalve.com / daisy@badavalve.com
-

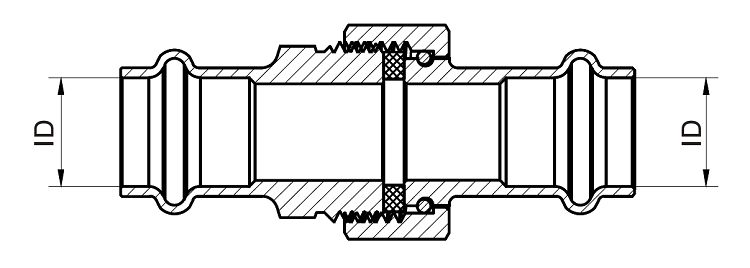
1.Product Description:
● Fast and easy to use
● Helps installers easily identify unpressed connections during pressure testing
● Minimizes system downtime by allowing for wet connection
● No flame,solder, flux, or heavy equipment needed
● Press joining makes secure connection in less than 7 seconds
2.Product Specification:
|
Item No. |
ID |
Material |
Certification |
Pcs/bag |
|
70209500 |
1/2" |
C46500/ C69300 |
UPC NSF/ANSI 61 NSF/ANSI 372 |
1 |
|
70209600 |
3/4" |
1 |
||
|
70209700 |
1" |
1 |
||
|
70209800 |
1-1/4" |
1 |
||
|
70209900 |
1-1/2" |
1 |
||
|
702010000 |
2" |
1 |
3. Press Joining Method:
Press joining is a form of mechanical connection for copper and steel tubing which uses a press tool, jaws, and rings to affix the sealing element and fitting to the tubing.
Press copper joining systems offer a high quality installation that is faster and cleaner than traditional solder. Press copper joining provides a reliable long lasting installation both above and below ground. The tubing should be fully inserted into the fitting, and the press made according to manufactures instructions, using the press tool, jaws and rings reommended by the manufacturer. For applications other than domestic water contact the fitting manufacturer.
Press joining for stainless steel pipe provides a fast, easy, clean and reliable means for installing 1/2"-2" (15-50mm) stainless steel piping systems. Press joining requires no flame or arcs as with welding; no cutting oil, chips or preparation time as with threading or flanging.
4. Accessory:
EPDM sealing element
5. Installation Instruction:
1. Cut the Tube
An appropriate copper tube cutter must be used to ensure a clean square cut. Note: It is important that the copper tube is cut completely square, the end of the tube (outside) must be clean and free from any scratches or damage such as dints or deformity.
2. Remove Burrs
Make sure that the internal and external tube end is completely free from burrs or sharp edges by using a file or deburring tool. Note: ensure over use does not affect the tube end outside diameter.
3. Inspect the Fitting
Before inserting the tube, check O-rings (15-50mm) and also spacers/grab rings (65-100mm) for correct placement, they are free of damage or any dust, dirt or debris. We recommend the fittings are retained in packaging up to the point of use where ever possible.
4. Making Insertion Depth on Tube
All cut and deburred copper tube ends for insertion into the fitting require an insertion depth make to be applied to the tube prior to insertion into the fitting. The mark will be applied by measuring from the end of the tube with a ruler or tape measure and using a marker pen to the required length. The mark will ensure the tube is inserted completely into the fitting prior to press.
5.Tube Insertion
The tube should be inserted parallel into the fitting coupling ensuring no damage is caused to the O-ring or grab ring and spacer (DN65-100mm0, ensuring the insertion mark is visible at the end of the fitting next to the fitting coupling end.
6.Press Tool Selection
The tool to be used must be conformant, well maintained and within its manufactures service requirement. The correct jaw type and size must be inspected to ensure it is clean and free from defects and contamination.
7.Press the Joint
The jaw must be placed over the fittings, correctly aligned and positioned. When all requirements are correct, the tool should be activated to press the joint. The tool should complete the correct cycle and the jaw ends should fully close on completion. If the tool does not complete the required cycle during operation the fitting must be cut out, replaced then repressed. No fitting should be pressed more than once. Tooling should be used as per its respective manufacturers’ documented requirements.
8.Joint Completion
The fitting should be inspected after pressing to ensure the correct press has been performed and no cracking or over deforming has occurred. The pipe insertion mark should be checked and be at the fitting edge, to ensure it has not moved.(DN65/DN80/DN100 has a sticker on each fitting that can be removed after press and inspection to ensure conformance).
6. Minimum Soldering Distance Table:
The minimum distance when making a press joint near a solder is in the table below. No residual solder, flux, or debris should be on the tubing.
| Tube Dia. |
Minimum Distance |
Tube Dia. |
Minimum Distance |
|
1/2" |
1-1/2" |
1-1/4" |
3-3/4" |
|
3/4" |
3-1/4" |
1-1/2" |
4-1/2" |
|
1" |
3" |
2" |
6" |
7. Pressing tool and jaws:

8. Recommendations:
Fada Lead-free Brass Press Female Union, FPT x P
Fada Lead-free Brass Press Male Union, MPT x P

Taizhou Bada Valve Co., Ltd is professional China wholesale Lead-free Brass Press Union Press X Press suppliers and OEM/ODM company,we focus on manufacturing and exporting various brass/bronze valves, fittings and other plumbing products which located in Luqiao District, Taizhou City. There are 33 primary and intermediate technicists; more than 320 workers; more than 330 sets machining and testing equipments; casting, forging and ect.11 workshops. The bronze casting and machining is our strong suit which is in the leading passion in China. OEM orders are welcome!
Contact Us >>The company insists on seeking credibility with quality and credibility with management. In order to become the most competitive and qualified Lead-free Brass Press Union Press X Press supplier in the world, our production follows 6S and ISO9001-2008 system, and our strategic goal is to build on the basis of high-quality and efficient service.
We adhere to the business ethics of "people-oriented, winning by quality, respecting customers, slow commitment, fast fulfillment", learn from others' strengths, gain profits, gain employee benefits, and repay the society!














Metal valve manufacturers play a crucial role in a variety of industries that rely on valves to control the flow of flui...
Bronze valves with threaded connections are widely used in various industries due to their durability, corrosion resista...
In the world of plumbing and fluid control, precision and reliability are paramount. Among the array of valves available...
The brass check valve is a simple yet essential component in a wide range of industries and applications. Its importance...
A global supplier of high-quality bronze/brass fittings, valves and other products.
 Mr.Allen Lee
Mr.Allen Lee +86-576-82686004
+86-576-82686004 +86-186-5862-0655
+86-186-5862-0655 allen@badavalve.comdaisy@badavalve.com
allen@badavalve.comdaisy@badavalve.com Fengjiang Street, Luqiao Sub-district Taizhou City, Zhejiang, China
Fengjiang Street, Luqiao Sub-district Taizhou City, Zhejiang, ChinaScan code to view mobile website




 EN
EN
 Español
Español